


清空記錄
歷史記錄
取消
清空記錄
歷史記錄




 瀏覽器自帶分享功能也很好用哦~
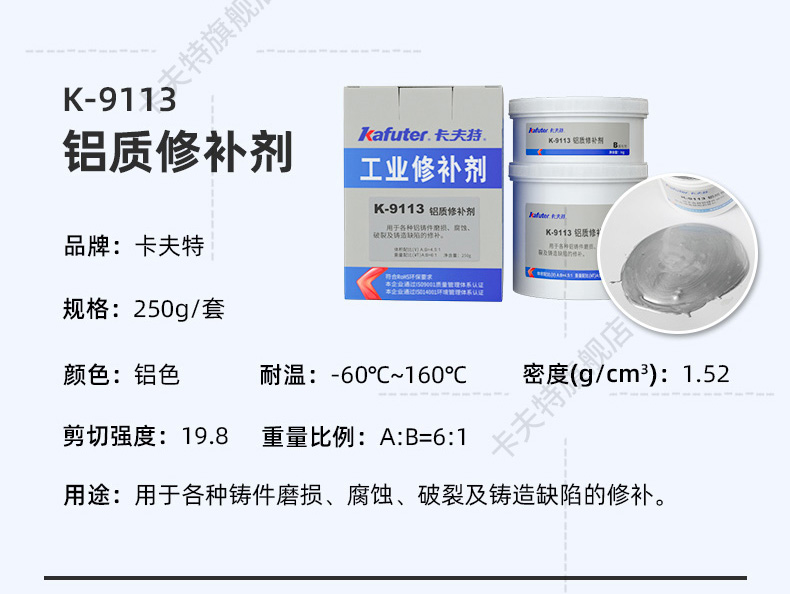
瀏覽器自帶分享功能也很好用哦~K-9113 鋁質修補劑本產品為雙組分,膠泥狀,以鋁粉為主要填充劑的聚合鋁修補材料,顏色與鑄鋁件基本一致, 主要用于各種鋁和鋁合金鑄件磨損,腐蝕,破裂及缺陷的修補。
產品固化特性:
產品 型號 | 配比(A:B) | 25℃操作時 間(200g 混 合時)( min) | 投入運行(無負荷, 無浸泡)前最短固化 時間(h) | 機加工或輕負 荷前需固化時間(h) | 滿機械負荷或熱負荷運行前需固化時間(h) | |
K-9113 | 重量 | 體積 | ||||
6:1 | 4.5:1 | 40~60 | 8 | 12 | 24 | |
產品主要物理機械性能:
產品型號 | 顏色 | 密度 (g/cm3) | 抗壓強度 (Mpa) | 拉伸強度(Mpa) | 剪切強度(Mpa) | 彎曲強度(Mpa) | 固化后硬度(shore D) | 工作溫度 (℃) |
K-9113 | 鋁色 | 1.52 | 94.8 | 32.5 | 19.8 | 52 | 87 | -60~160 |
包裝規格: 本產品采用250g/套的包裝
施工工藝:
1. 表面處理:須清除表面污漬和油漬,如對強度要求高的部位還要將再表面打磨清洗;
2. 混合:雙組分,按上面表格中配比調配,攪拌,碾壓使混合膠均勻顏色一致;冬季溫度低時會出現凝結,調 配前用電爐,電吹風,紅外燈等加熱變軟即可使用,切忌不可使用明火加熱.
3. 涂敷:先涂少許膠,用力下壓反復涂抹,使其與表面完全接觸并填滿間隙使空氣排出.然后涂敷其余的膠, 留出足夠加工的余量.
4. 固化: 溫度低于10℃時,應采取加熱措施,室溫固化1-2小時后,用熱源對修補部位進行加熱,溫度 不超過80℃,保持3-4小時。加熱時熱源不可直接接觸修補部位,須離表面300-400mm照射,小體積 工件可整體放入烘箱內加熱,溫度亦不可超過 80℃。( 熱源 : 紅外燈,電爐,或其他熱源,但不可用明火加熱)
5. 后加工:固化一定時間后可采用普通加工方法加工。18小時以后可以進行機加工。
注意:
1. 混合量大,溫度高時要合理安排施工時間;
2. 避免在溫度低于5℃和濕度大于90%的環境中施工;
3. 使用時保持工作環境的通風,未固化前避免膠接觸眼睛和皮膚,若不慎觸及,應用大量清水沖洗,嚴 重的送醫。
4. 室溫,陰涼通風儲存。
以上內容將不定期更新,具體可咨詢我司業務聯系人或技術服務人員,以最新更新版本為準,請留意!








K-9113鋁質修補劑
K-9113 鋁質修補劑本產品為雙組分,膠泥狀,以鋁粉為主要填充劑的聚合鋁修補材料,顏色與鑄鋁件基本一致, 主要用于各種鋁和鋁合金鑄件磨損,腐蝕,破裂及缺陷的修補。
產品固化特性:
產品 型號 | 配比(A:B) | 25℃操作時 間(200g 混 合時)( min) | 投入運行(無負荷, 無浸泡)前最短固化 時間(h) | 機加工或輕負 荷前需固化時間(h) | 滿機械負荷或熱負荷運行前需固化時間(h) | |
K-9113 | 重量 | 體積 | ||||
6:1 | 4.5:1 | 40~60 | 8 | 12 | 24 | |
產品主要物理機械性能:
產品型號 | 顏色 | 密度 (g/cm3) | 抗壓強度 (Mpa) | 拉伸強度(Mpa) | 剪切強度(Mpa) | 彎曲強度(Mpa) | 固化后硬度(shore D) | 工作溫度 (℃) |
K-9113 | 鋁色 | 1.52 | 94.8 | 32.5 | 19.8 | 52 | 87 | -60~160 |
包裝規格: 本產品采用250g/套的包裝
施工工藝:
1. 表面處理:須清除表面污漬和油漬,如對強度要求高的部位還要將再表面打磨清洗;
2. 混合:雙組分,按上面表格中配比調配,攪拌,碾壓使混合膠均勻顏色一致;冬季溫度低時會出現凝結,調 配前用電爐,電吹風,紅外燈等加熱變軟即可使用,切忌不可使用明火加熱.
3. 涂敷:先涂少許膠,用力下壓反復涂抹,使其與表面完全接觸并填滿間隙使空氣排出.然后涂敷其余的膠, 留出足夠加工的余量.
4. 固化: 溫度低于10℃時,應采取加熱措施,室溫固化1-2小時后,用熱源對修補部位進行加熱,溫度 不超過80℃,保持3-4小時。加熱時熱源不可直接接觸修補部位,須離表面300-400mm照射,小體積 工件可整體放入烘箱內加熱,溫度亦不可超過 80℃。( 熱源 : 紅外燈,電爐,或其他熱源,但不可用明火加熱)
5. 后加工:固化一定時間后可采用普通加工方法加工。18小時以后可以進行機加工。
注意:
1. 混合量大,溫度高時要合理安排施工時間;
2. 避免在溫度低于5℃和濕度大于90%的環境中施工;
3. 使用時保持工作環境的通風,未固化前避免膠接觸眼睛和皮膚,若不慎觸及,應用大量清水沖洗,嚴 重的送醫。
4. 室溫,陰涼通風儲存。
以上內容將不定期更新,具體可咨詢我司業務聯系人或技術服務人員,以最新更新版本為準,請留意!

")





